Blockhandlingkonzepte
IAS entwickelt, fertigt und liefert auf die Kundenbedürfnisse zugeschnittene Lösungen für das Handling der Bolzen vom Übergabepunkt der Bolzen bis zum Bolzenaufschieber der Presse.
Übergabepunkt der Bolzen können genauso Rollgänge wie auch Magazine in verschiedenen Ausführungen sein, je nachdem wie der Materialfluss kundenseitig organisiert ist.
Standardisierte sowie kundenspezifisch gefertigte Sonderlösungen sind unser Geschäft.
Für die Zuführung der Bolzen zu den Induktionsanlagen können grundsätzlich zwei Systeme unterschieden werden.
Zum einen können die Bolzen auf Flurebene über Rollgänge, Verschiebetische, etc. zu den Induktionsanlagen und in die Spule transportiert werden. Nachteilig bei diesen Lösungen, insbesondere nach dem Erwärmen der Bolzen, ist die Tatsache, dass es zu einer Relativbewegung zwischen Bolzenauflage und Bolzen und dadurch bedingt einer Beeinträchtigung der Bolzenoberfläche kommen kann.
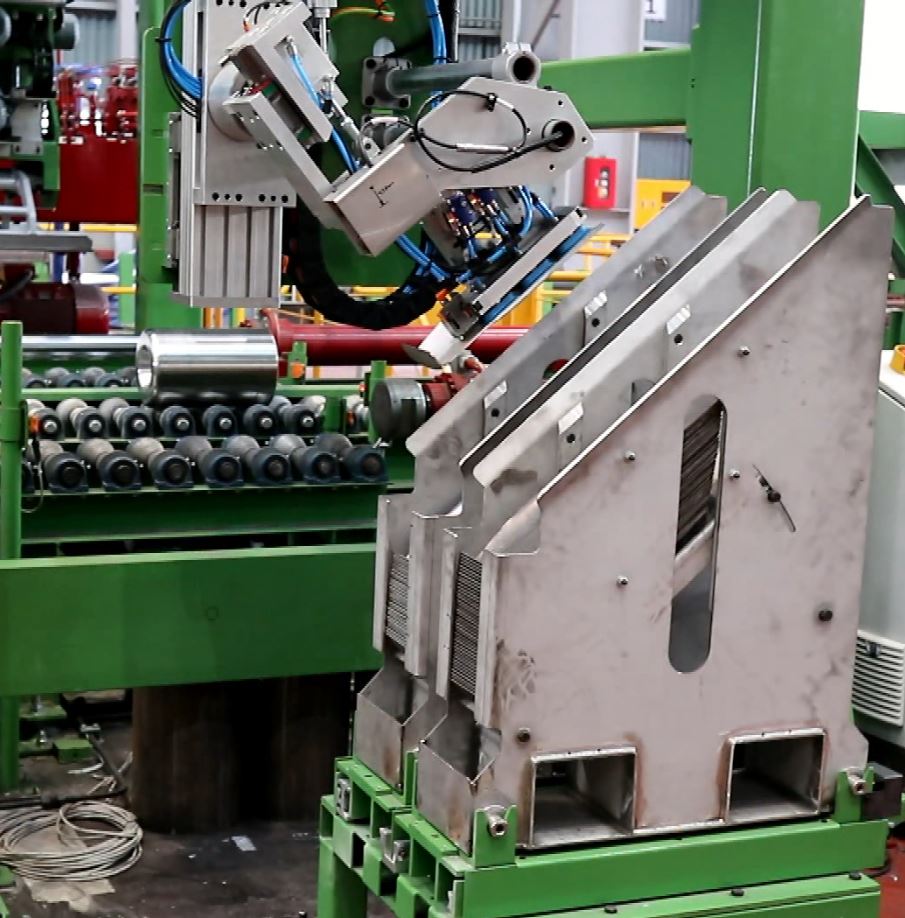
Zum anderen kommen Überkopf-Manipulatoren zum Einsatz, die Bolzen am Übergabepunkt übernehmen und exakt positioniert an der Übergabeposition ablegen. Durch entsprechende Gestaltung der Greifer kann eine Beeinträchtigung der Bolzenoberfläche auch bei warmen Bolzen weitgehend ausgeschlossen werden.
Für den Transport der Bolzen in die Induktionsspule kommt eine Ladeschale in Betracht. Hier legt der Greifer der Überkopf-Manipulatoren die Bolzen entweder direkt auf der Ladeschale ab oder, bei besonders kurzen Zykluszeiten, auf einer Pufferposition unmittelbar neben der Ladeschale. Die Ladeschale transportiert anschließend den Bolzen sicher in die Induktionsspule, ohne das es zu einer Relativbewegung zwischen Bolzen und Ladeschale kommt.
"Friction Free" sorgt für einen beschädigungsfreien Transport der Bolzen und schafft die Grundvoraussetzung hochwertiger Strangpressprodukte.

Überkopfhandling
Bei diesem Konzept werden die Pressbolzen mittels Manipulatoren, die mehrachsig verfahrbar sind den Induktionsöfen zugeführt und nach dem Heizvorgang zu dem Pressenlader verbracht.
In Verbindung mit der sog. Ladeschalentechnik werden Relativbewegungen der Blöcke auf deren Untergrund vermieden und somit die Blockoberfläche geschont.
Dieses Konzept repräsentiert den aktuellen Stand der Technik

Rollgangorientiertes Blockhandling mit einseitiger Beladung und Entladung des Induktionsofens
Bei diesem Konzept werden die Pressbolzen mittels Rollgangsystemen den Induktionsöfen zugeführt und nach dem Heizvorgang zu dem Pressenlader verbracht.
Dieses System kann ebenfalls mit Ladeschalentechnik ausgerüstet werden.
Rollgangorientiertes Blockhandling, bei dem der Block durch den Induktionsofen geschoben wird.
Bei diesem Konzept werden die Pressbolzen mittels Rollgangsystemen den Induktionsöfen zugeführt, mittels Blockdrücker zum Heizen durch den Induktionsofen geschoben und nach dem Heizvorgang mittels weiterer Rollgänge zu dem Pressenlader verbracht.


Schuhkonzept
Reibungsfreier horizontaler Transport durch die Vorerwärmung
Das „Schuhkonzept“ ist ein von der SMS group patentiertes Verfahren zur Vermeidung von Beschädigungen an der Oberfläche bei der horizontalen Erwärmung von Bolzen. Die Reibung zwischen Gleitschiene und Bolzen beim Transport durch den Ofen kann zur Bildung von Riefen oder Kratzern führen, die sich an den der Oberfläche der stranggepressten Rohre wiederfinden und aufwändig nachbearbeitet werden müssen.
Das patentierte Konzept der IAS verhindert Beschädigung der Bolzenoberfläche durch den Einsatz von „Gleitschuhen“. Diese werden vor dem Transport durch die horizontale Erwärmung unter die zu erwärmenden Blöcke gelegt. Hierdurch findet die Gleitreibung nicht mehr zwischen Block und Gleitschiene, sondern zwischen Gleitschiene und Gleitschuh statt.
Das System besteht aus einem Schuhmagazin sowie einem Schuh- und einem Blockmanipulator. Diese stellen die Gleitschuhe bereit und dienen den Anheben und Aufsetzen der Blöcke auf den Schuh.
Der Block wird hierzu Zum Ofen gefördert. Ein Greifer entnimmt einen Schuh aus einem Magazin und platziert ihn auf den Rollgang. Anschließend hebt der Manipulator den bereitgestellten Block an, bringt ihn ebenfalls zum Beladepunkt vor den Ofen und legt ihn auf den Schuh ab.
Der Block wird nun zusammen mit dem Schuh durch die horizontale Erwärmungseinheit geschoben. Am Ende der Einheit wird er mit einer Zange aus dem Ofen gezogen und mittels eines Querförderers zu einem weiteren Rollgang transportiert.
Hier werden Schuh und Bolzen mit einem weiteren Manipulator durch Anheben des Bolzens voneinander getrennt. Nach dem Anheben wird der Schuh durch anfahren des Rollgangs unter dem Block abgezogen und zur Wiederverwendung am Ende des Rollgangs mittels eines Greifers in ein dafür vorgesehenes Magazin legt.
Der Bolzen wird wieder auf den Rollgang abgelegt und zur weiteren Erwärmung zur Vertikalerwärmung gefördert. Durch das Konzept der IAS wird sichergestellt, dass die Blöcke keine Beschädigungen während des Transportes durch die Vorerwärmung erfahren. Die Schuhe können mehrfach wiederverwendet werden, bevor sie durch neue ersetzt werden müssen.