Vorerwärmung
Bei der Vorerwärmung kommen in aller Regel horizontale Durchstoßöfen zum Einsatz, bei denen auf der kalten Seite (Umgebungstemperatur) gesägte Stahlbolzen mittels eines hydraulischen Pushers der Spulenstrecke zugeführt und auf der heißen Seite mittels einer Zange entnommen werden. In Abhängigkeit der Taktzeit bzw. des gewünschten Durchsatzes werden parallel arbeitende Durchstoßöfen aufgebaut, die entsprechend miteinander synchronisiert werden.
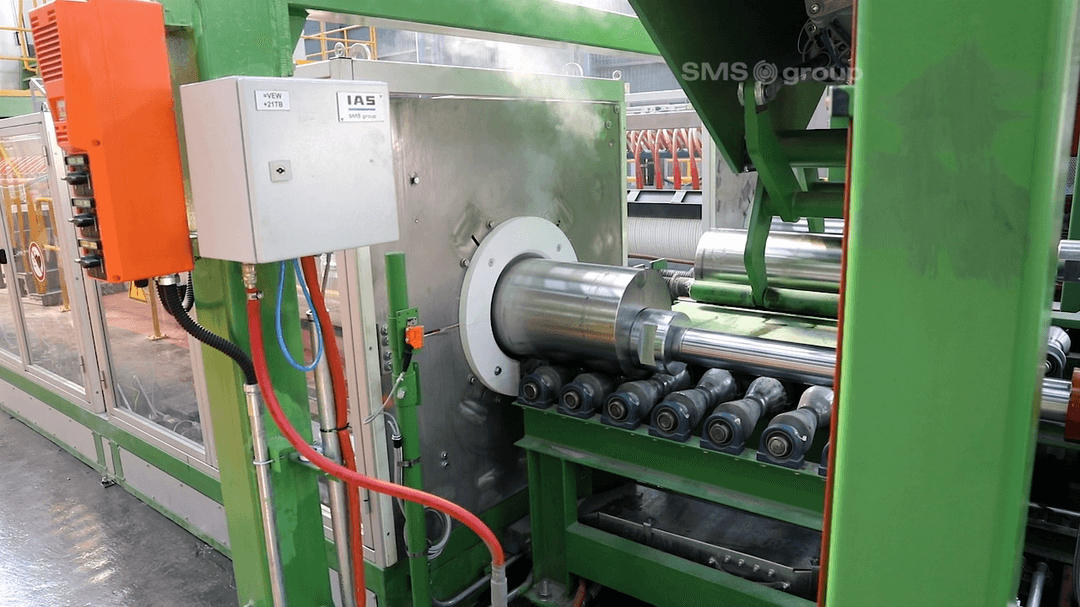
Die Erwärmung der Blöcke auf ca. 1000 °C ist abgestimmt auf die Taktzeit der nachfolgenden Prozessschritte und wird über die Leistung der Induktionsspulen und die Vorschubgeschwindigkeit geregelt. Den Induktionsöfen ist ein widerstandsbeheizter Warmhalteofen nachgeschaltet, der als Ausgleichofen für eine gleichmäßige Wärmeverteilung in den Blöcken sorgt.
Am Auslauf der horizontalen Erwärmung werden die einzelnen Blöcke mittels Ausziehzange aus dem Warmhalteofen entnommen, einem Rollgangsystem zugeführt und dem nächsten Prozessschritt übergeben.
Blockgeometrien
D 148 mm - 368 mm/ L 500 mm - 1300 mm
Ofenleistung
2400 kW - 5600 kW
Metalle
Edelstahl
Legierungen
Austenitische Stähle, Duplexstahl