Technology
The excitation frequency is one of the most important parameters to determine the temperature profile and throughput in inductive heating processes. Although modern induction systems rely on transistors that can convert the rectified current into any excitation frequency, this property is rarely used.
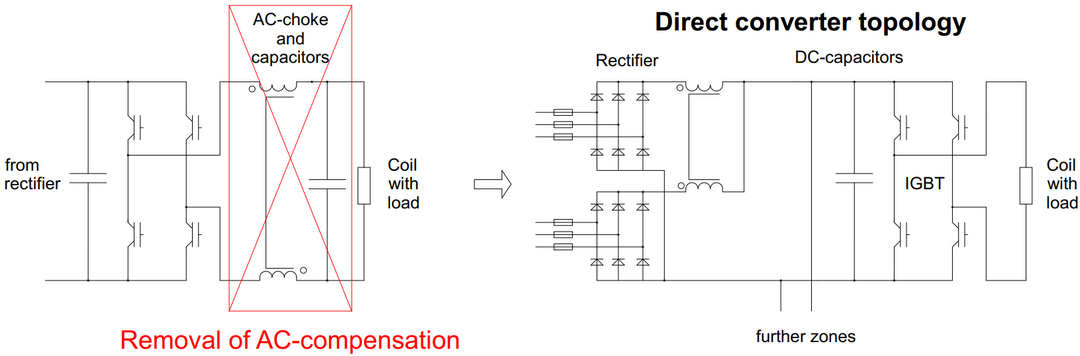
IAS GmbH has developed a direct converter technology to connect the converter to the induction furnace without conventional compensation. Depending on the process situation, the frequency can be set as desired over a wide range, since there is no binding through the AC‑compensation. Last but not least, due to the small number of parts, the converter is significantly slimmer and can also be easily
Process advantages in billet heating and metal melting
The direct converter achieves significant optimisations on the process side. In billet heating a low frequency is desirable in order to heat up the core quickly at relatively high power densities.
High throughput rates can be achieved with this procedure, since the heat is distributed over the radius and introduced into the block
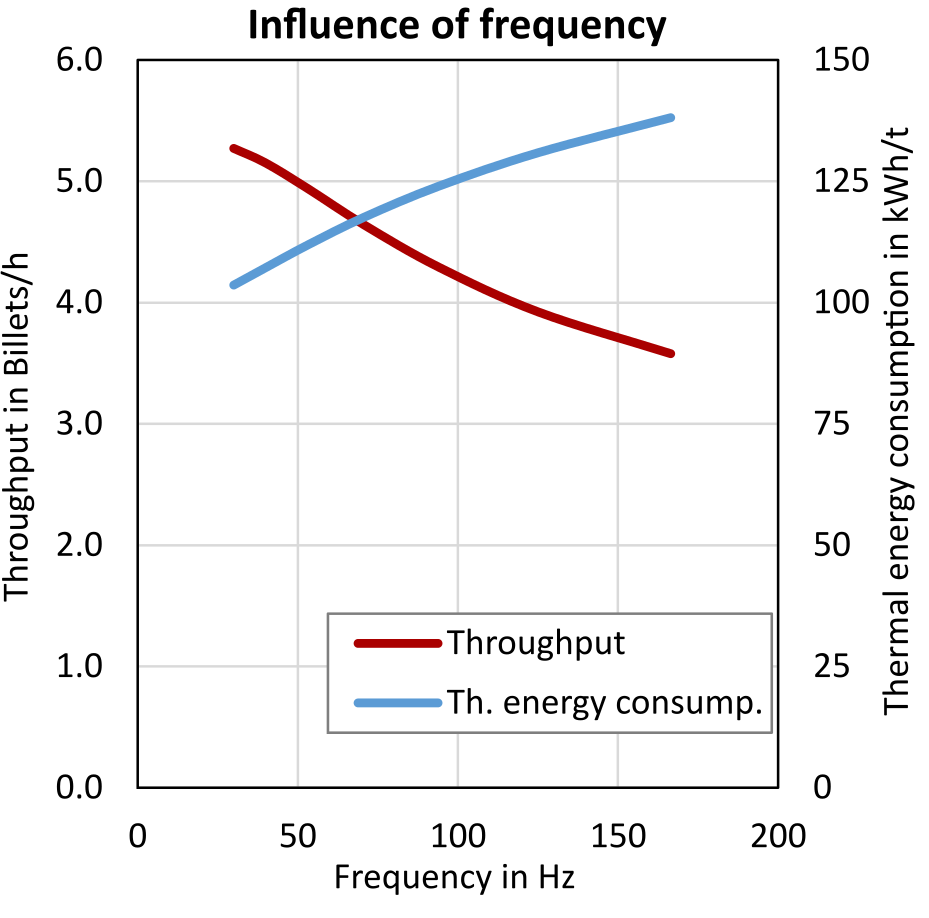
Influence of frequency
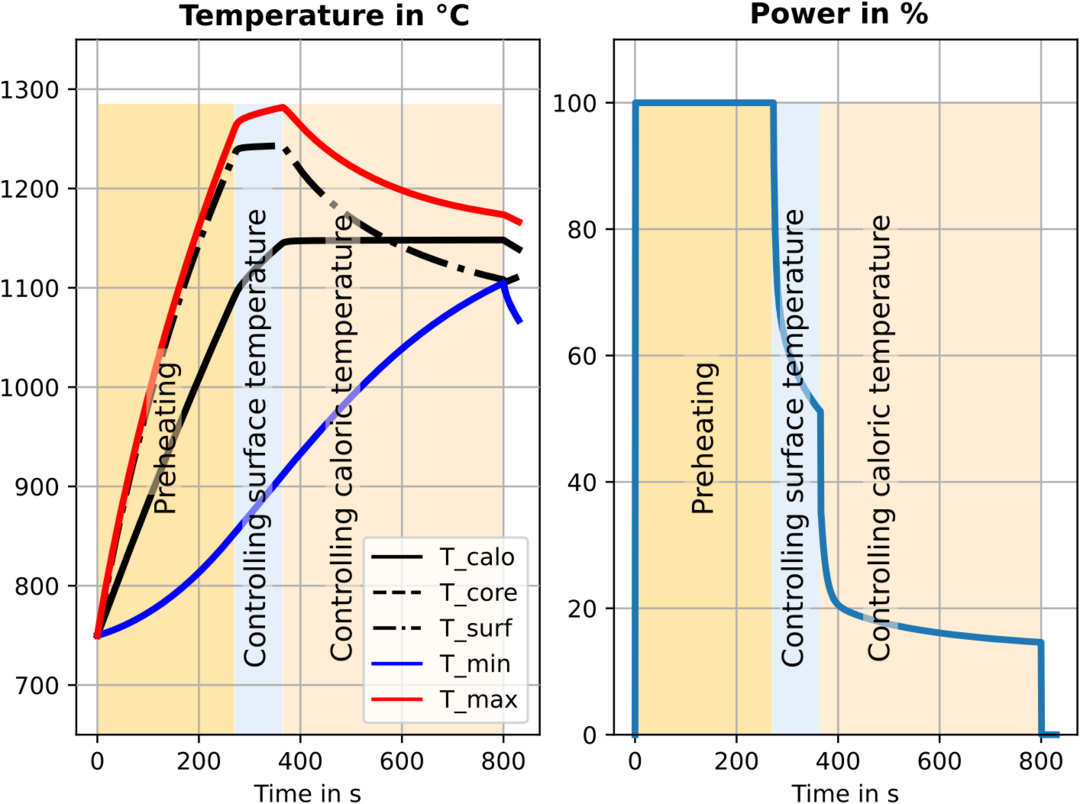
On the other hand, for maintaining at a given temperature, low frequencies are disadvantageous because the surface losses are not sufficiently compensated and the core overheats. Accordingly, at a high frequency after heating, a temperature accuracy is achieved that can otherwise only be achieved with an additional holding chamber (Fig. 3).
In addition, different alloys and block dimensions are often to be heated with one system, so that compromises have to be found in the system design. If, on the other hand, cycloconverter technology is used, the power reserves can be better utilised despite varying uses. Depending on the case, the system can be ideally adapted to requirements such as the target temperature or the throughput rate.
Importance of frequency in crucible furnaces
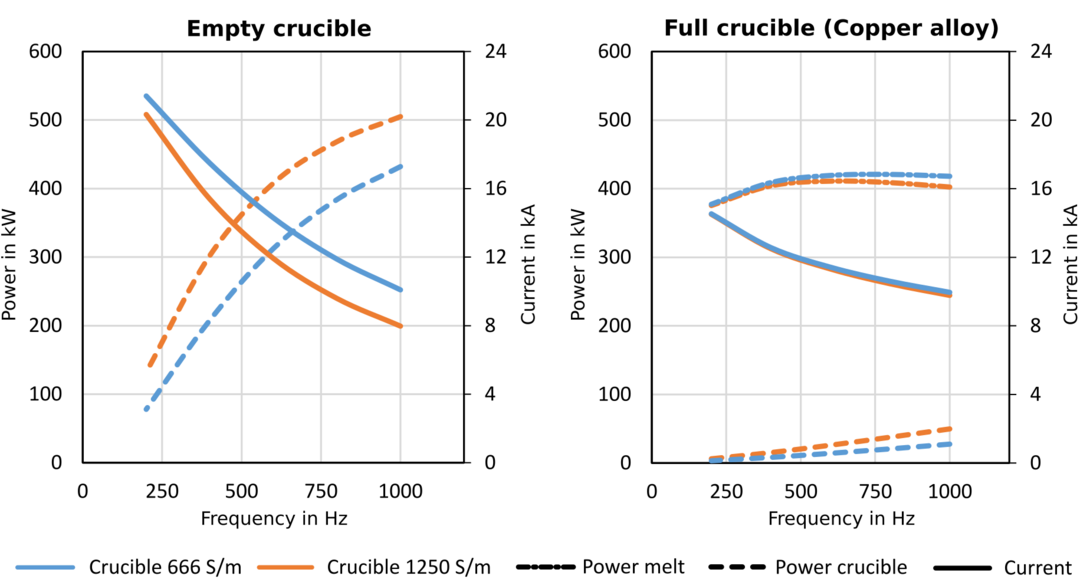
It is also comparable in Crucible furnaces where the frequency is fundamental. The converter is usually designed for fixed process parameters in order to achieve either high melting rates or thorough mixing. Similarly, in the case of clay-graphite crucibles, a specific operating frequency is specified which enables the crucible material to be heated. A reaction to different process situations is excluded by this procedure.
At this point, the direct converter offers many options for adapting the operating behaviour to the respective situation. For example, with a clay-graphite crucible, the crucible can be heated by setting a high frequency of 1000 Hz. As soon as the crucible has reached the target temperature and the batch is being charged, low frequencies offer optimum conditions for a high concentration of heat in the batch. Depending on the frequency, there is a shift in the energy absorption towards the content, in which the particularly small heat components at low electrical conductivity of the crucible stand out.
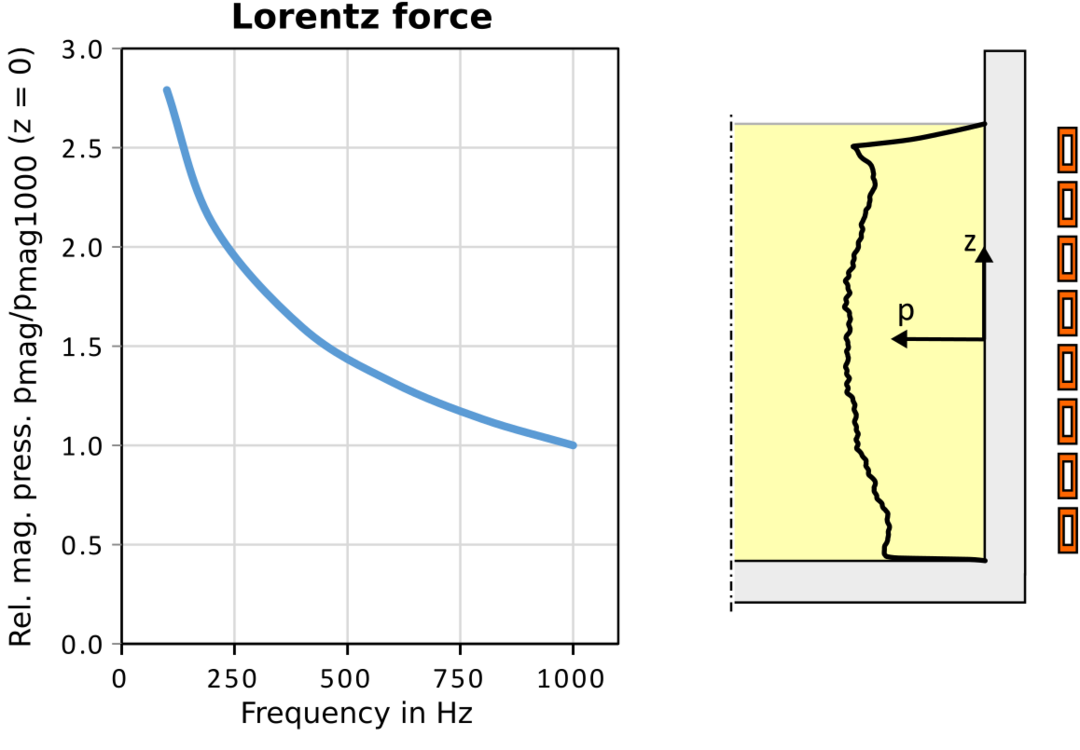
Effect of frequency on magnetic pressure for stirring
One advantage of induction technology is the induced Lorentz forces, which, if the furnace is designed correctly, lead to thorough mixing of the melted material. In general, smooth melting behaviour can be expected at higher frequencies, while at lower frequencies the forces increase due to larger currents (Error! Reference source not found).
However, depending on the application, the system is designed with fixed parameters in order, for example, to achieve either high melting rates of lumpy material using high frequencies, or to mix the material when alloying small amounts. With the cycloconverter, these goals are achieved by means of a compact design.
Economical advantages
A high degree of flexibility is gained with the cycloconverter. On the other hand, the technology convinces with low investment costs, reduced operating costs and advantages in system planning.
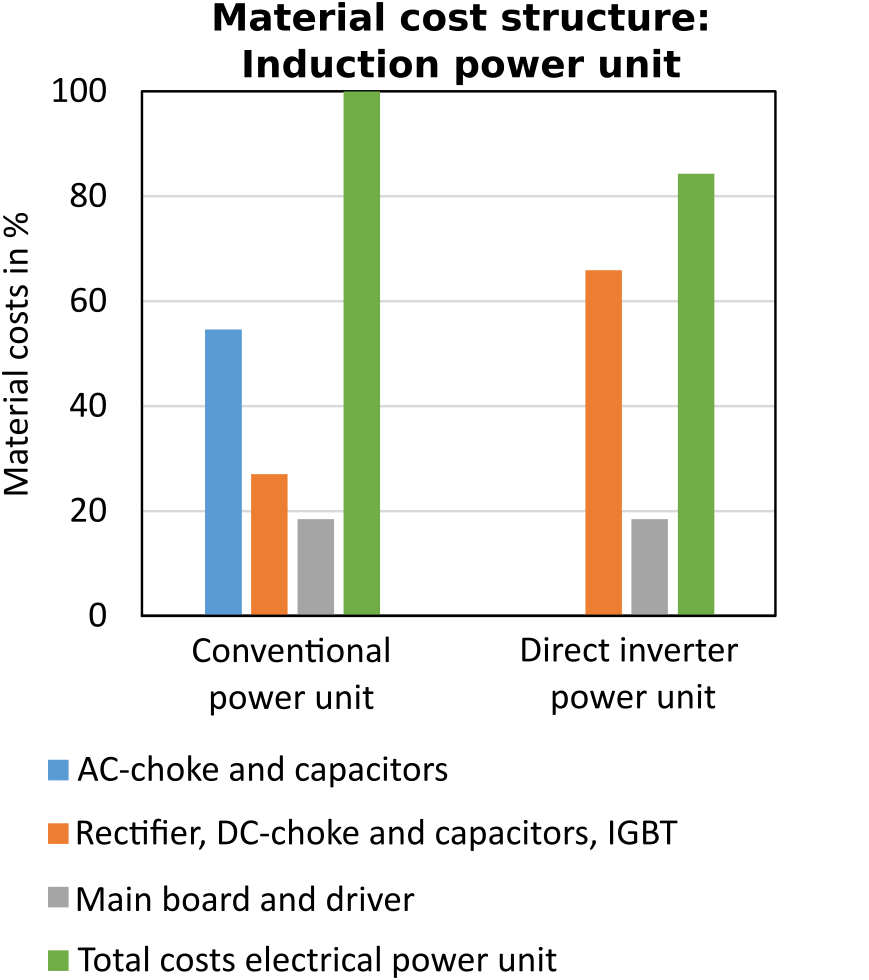
Due to the direct connection of the inverter to the load, AC compensation, consisting of capacitors and the choke, is no longer required. Typical material costs for the components for power factor correction are approximately 50 to 60% of the total material costs of a converter. On the other hand, there are additional expenses for the powerful inverter, the DC chokes, possibly expenses for noise reduction and program expansions. In individual cases, this results in a cost advantage of around 10 to 15% compared to the conventional solution.
The slimmer converter topology affects the electrical efficiency of the system. A large part of the losses occur in the converters during current smoothing and AC compensation. With the help of the direct converter, these losses can be significantly reduced. In an average system, this leads to an improvement in converter efficiency of around 1.5%. If about 339 MWh (1500 t/month, 226 kWh/t) is consumed monthly in an exemplary plant with 1300 kW for heating aluminium blocks, this measure leads to savings of 64 MWh per year.
When modernising systems, the situation is often characterised by spatial restrictions. In mains frequency applications, the AC‑compensation is the decisive factor in the development of the layout. The analysis of existing systems shows that the compensation makes up about 60% of the total switch cabinets. The direct converter impresses with its very compact design. If such restrictions prevent the modernisation or increase of the production capacity, the use of this technology is indicated.
Operating behaviour
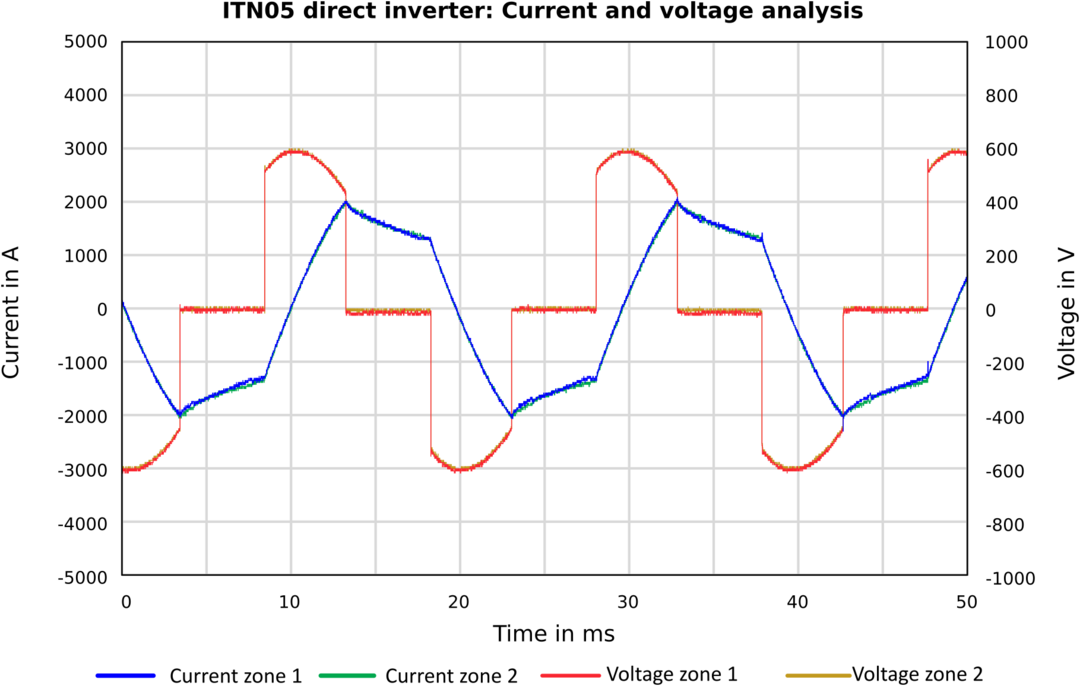
The flexible application possibilities and the economic advantages stand in the way of certain operating characteristics. In a cycloconverter, there are rapid changes in current compared to a conventional converter. Depending on the rate of change, vibrations occur on the coil housing, which also lead to noise emissions. For these reasons, special care must be taken in the manufacture and maintenance of the coils.
Figure 7 shows the characteristic current and voltage course of the investigated cycloconverter when heating an aluminium block with a diameter of 229 mm. A conventional induction furnace originally designed for 50 Hz was used for this purpose. With the help of cycloconverter technology, this frequency can be changed at will. It should be noted that the tested induction furnace is not designed for variable frequencies. In order to exploit the full performance potential of the cycloconverter, the adaptation of the coil for the cycloconverter is essential. In this way, other goals such as energy savings or optimisation of the temperature distribution in the block can ultimately be achieved.