IAS develops, manufactures and supplies customised billet handling solutions from the billet transfer point to the billet pusher of the press.
The transfer point for the billets can be roller conveyors as well as magazines in various designs, depending on how the material flow is organised by the customer.
Standardised and customised special solutions are our business.
There are basically two different systems for feeding the billets to the induction systems.
On the one hand, the billets can be transported on floor level to the induction systems and into the coil via roller conveyors, transfer tables, etc. A disadvantage of these solutions, particularly after the billets have been heated, is the fact that there can be a relative movement between the billet seat and the billet and, as a result, an impairment of the billet surface.
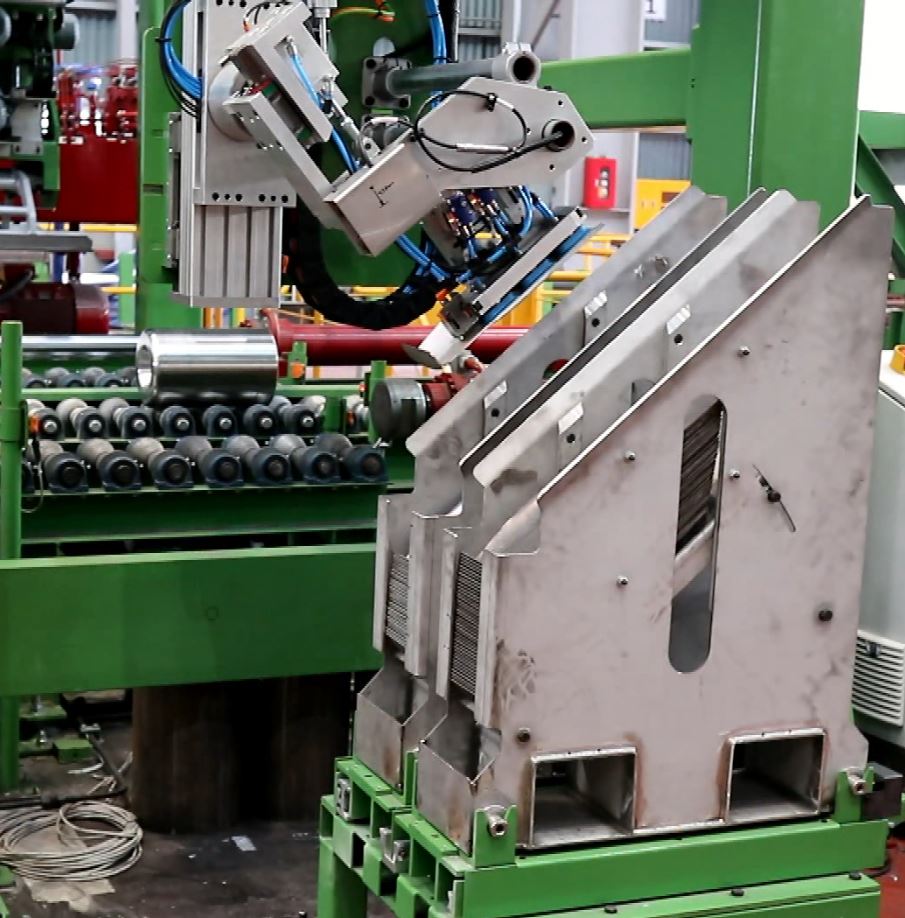
On the other hand, overhead manipulators are used, which take over the billets at the transfer point and place them in an exactly positioned location at the transfer point. By designing the gripper appropriately, damage to the billet surface can be largely ruled out, even when the billets are warm.
A charging cradle can be used to transport the billets into the induction coil. Here, the gripper of the overhead manipulator places the billets either directly on the loading cradle or, in the case of particularly short cycle times, in a buffer position directly next to the loading cradle. The charging cradle then transports the billet safely into the induction coil without any relative movement between the billet and the charging cradle.
“Friction free” ensures damage-free transport of the billets and creates the basic requirement for high-quality extruded products.

Overhead Handling
With this concept, the billets are fed to the induction furnaces by means of manipulators, which can be moved along multiple axes, and then brought to the press loader after the heating process.
In connection with the so-called charging cradle technology, relative movements of the blocks on their support are avoided and the block surface is therefore protected.
This concept represents the current state of the art.

Roller table-oriented billet handling with one-sided loading and unloading of the induction furnace
With this concept, the billets are fed to the induction furnaces by means of roller conveyor systems and, after the heating process, are taken to the press loader.
This system can also be equipped with charging cradle technology.
Roller table-oriented billet handling, in which the block is pushed through the induction furnace.
With this concept, the billets are fed to the induction furnaces by means of roller table systems, pushed through the induction furnace for heating by means of ingot pushers and, after the heating process, are brought to the press loader by means of further roller tables.


Shoe Solution
Friction-free horizontal transport by pre-heating
The “shoe concept” is a method patented by SMS group to avoid damage to the surface when billets are heated horizontally. The friction between the slide rail and the billet during transport through the furnace can lead to the formation of grooves or scratches, which can be found on the surface of the extruded tubes and have to be reworked at great expense.
The IAS patented concept prevents damage to the billet surface through the use of “sliding shoes”. Before transport, these are placed under the blocks to be heated by the horizontal heating system. As a result, the sliding friction no longer takes place between the block and the slide rail, but between the slide rail and the slide shoe.
The system consists of a shoe magazine as well as a shoe and a billet manipulator. These provide the slide shoes and are used to lift and place the billet on the shoe.
First, the billet is conveyed to the furnace . A gripper takes a shoe from a magazine and places it on the roller table. The manipulator then lifts the billet provided, also brings it to the loading point in front of the furnace and places it on the shoe.
The billet is now pushed through the horizontal heating unit together with the shoe. At the end of the unit, it is pulled out of the furnace with tongs and transported to another roller table by means of a cross conveyor.
Here the shoe and billet are separated from each other with another manipulator by lifting the billet. After lifting, the shoe is removed by moving the roller table under the block and is placed in a magazine provided for this purpose at the end of the roller table by means of a gripper.
The billet is placed back on the roller table and transported to vertical heating for further heating. The IAS concept ensures that the billets are not damaged during transport due to preheating. The shoes can be reused multiple times before they need to be replaced with new ones.